松夏減震器,安全又耐用


主頁 > 產品知識 >
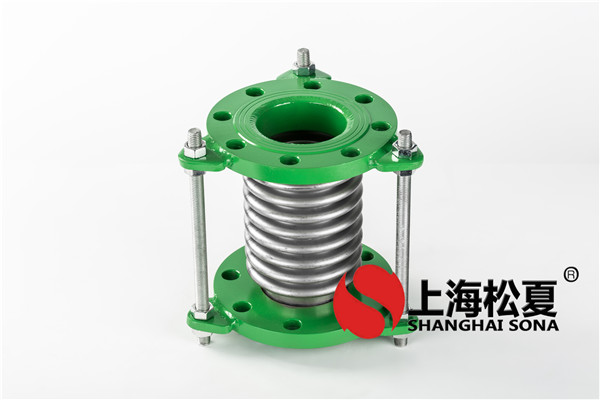
化工流程波紋補償器起動
化工流程波紋補償器起動
1、關閉進出口壓力表和出波紋補償器。起動波紋補償器。然后打開進出口壓力表,當波紋補償器達到正常轉速,且儀表指出相應壓力時,再慢慢打開出波紋補償器,調節到需要的工況。在吐出管路關閉的情況下,波紋補償器連續工作的時間,不能超過3分鐘。
2、起動過程中要時時注意原動機的功率讀書及波紋補償器的振動情況,振動數不應超過0.06毫米,測定部位是軸承座。
3、波紋補償器情況,波紋補償器應無泄漏、發熱現象,填料波紋補償器應呈連續滴流狀態。
4、如輸送液體溫度較高,啟動前要均勻預熱,其預熱速爾為<50℃/h為宜。
5、起動前必須確認冷卻和機封沖洗液供應正常。

上一篇:化工流程波紋補償器起動、運行和停止起動前的 下一篇:化工流程波紋補償器運行
產品中心
推薦新聞
聯系我們
CONTACT US- 聯系人:常經理
- 手機:17317317121
- 地址:上海寶山區園康路255號1號樓A區三層