松夏減震器,安全又耐用


主頁 > 常見問題 >
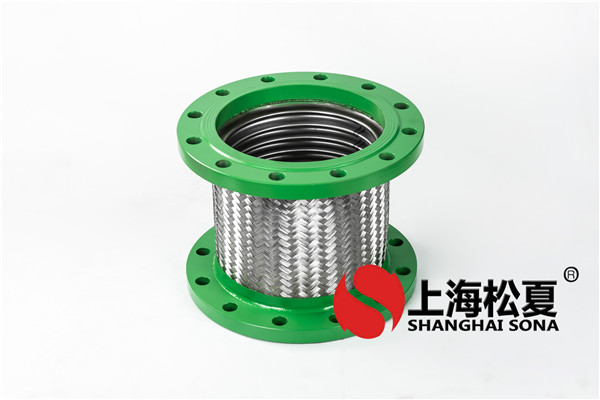
金屬軟管的制作
金屬軟管的制作,環狀波紋管與接頭氬弧焊接專用夾具開始試制時,金屬軟管接頭處的結構是將環狀波紋管端的第一個波紋壓死,與接頭對接裝配,先預焊幾點,再進行氬弧焊接。實踐證明,該設計方案工毒性不好,在其夾層間很容易殘留酸洗工藝過程中的酸液。
這些殘酸是金屬軟管與接汽的焊道產生存放泄漏的重要原因之一。為徹底消滅夾層,不給殘酸有立足之地,近兒年來,隨著接頭處結構設計的改進,出現了環狀波紋管與接頭裝配專用夾具一次氬弧焊接成型的新工藝。
這種來具可使得焊前裝配狀態良好,不用預焊,因此,容易保證焊接質量。焊接時,波紋管內、外表面都有氬氣保護,從結構上回避了夾層,因此,采用夾具對提高產晶質量大有好處。通徑大于40毫米的環狀波紋管與接頭連接直采用這種方法。環狀波紋管E 與環狀波紋管對接焊也同樣可以采用此種方法。

上一篇:金屬軟管的檢驗及入庫 下一篇:金屬軟管的強度檢查
產品中心
推薦新聞
聯系我們
CONTACT US- 聯系人:常經理
- 手機:17317317121
- 地址:上海寶山區園康路255號1號樓A區三層